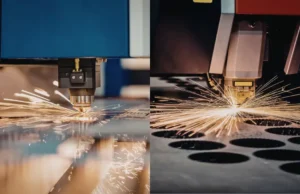
En la fabricación de equipos médicos, cocinas industriales o elementos arquitectónicos, el acero inoxidable es el rey debido a su resistencia y estética. Sin embargo, al procesarlo en una máquina de fibra, el resultado final depende de un aliado invisible: el gas de asistencia.
La batalla entre el Corte de Acero Inoxidable con Nitrógeno vs. Oxígeno no tiene un ganador absoluto, sino un ganador según el objetivo. Si busca bordes plateados y listos para soldar, el camino es uno; si busca atravesar placas gruesas en tiempo récord, el camino es otro. Hoy desglosamos la física detrás de cada gas para que su taller no pierda tiempo en retrabajos.
Corte con Oxígeno (O2): La fuerza de la reacción exotérmica
Cuando utilizamos oxígeno, el gas no solo expulsa el metal fundido; en realidad, reacciona químicamente con el hierro, quemándolo. Esta reacción genera un calor adicional que permite velocidades de corte mucho más altas en espesores considerables.
- Ventaja: Permite cortar espesores mayores con menor potencia de láser.
- Desventaja: El borde queda cubierto por una capa de óxido negro. Si la pieza va a ser pintada o soldada, esa capa debe removerse manualmente, lo que eleva el costo operativo.
- Uso ideal: Piezas estructurales donde la estética del borde no es visible o donde el costo del gas es el factor determinante.
Corte con Nitrógeno (N2): El secreto del acabado «Espejo»
A diferencia del oxígeno, el nitrógeno es un gas inerte. Su función es puramente mecánica: utiliza presiones altas (frecuentemente superiores a los 18 bar) para «soplar» el metal fundido fuera de la ranura de corte. Al desplazar el oxígeno del aire, evita que el metal se queme o se oxide.
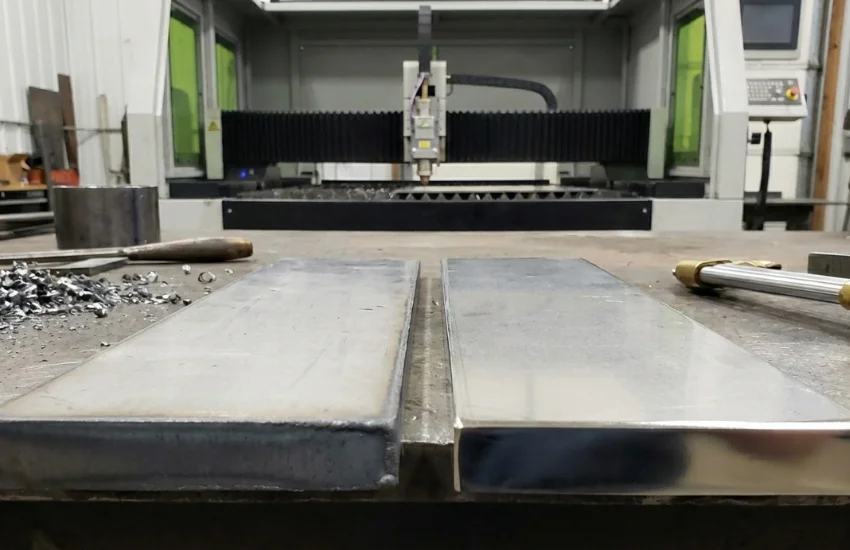
Bordes limpios y listos para el cliente
El resultado del Corte de Acero Inoxidable con Nitrógeno vs. Oxígeno es evidente al tacto: el nitrógeno deja un borde brillante, libre de escoria y sin necesidad de limpieza posterior. Esto es vital para aprovechar sistemas de alta eficiencia como el cambio automático de herramientas AUTOLINK, donde la meta es una producción continua sin pausas para lijado.
Cómo un mal piercing arruina su producción
Un error de milisegundos en la configuración del piercing tiene consecuencias costosas:
- Destrucción de la Boquilla: Si el material fundido salta hacia atrás (back-spatter), se adhiere a la boquilla, alterando el flujo de gas y provocando cortes con rebaba.
- Contaminación del Lente Protector: Las micro-partículas calientes pueden perforar el flujo de gas de asistencia y llegar hasta la ventana protectora, lo que eventualmente requerirá un mantenimiento correctivo o el reemplazo de la óptica.
Inestabilidad Térmica: Un piercing excesivamente largo calienta el material circundante, lo que puede causar deformaciones, especialmente si el sistema de refrigeración por chiller no está operando en sus rangos óptimos.
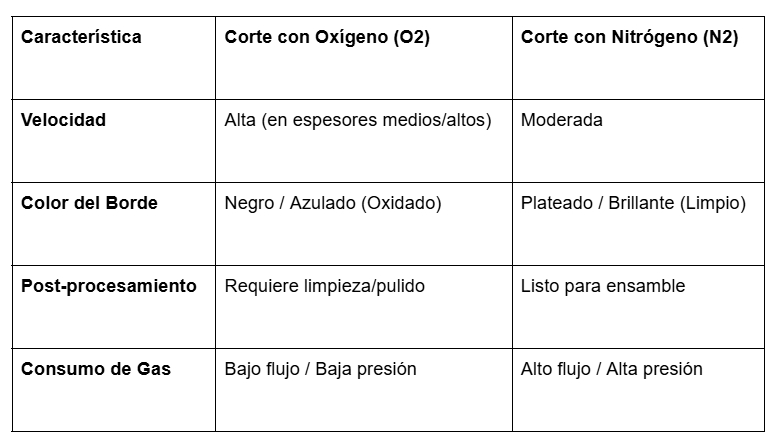
Tabla Comparativa: Rendimiento y Calidad
Característica | Corte con Oxígeno (O2) | Corte con Nitrógeno (N2) |
Velocidad | Alta (en espesores medios/altos) | Moderada |
Color del Borde | Negro / Azulado (Oxidado) | Plateado / Brillante (Limpio) |
Post-procesamiento | Requiere limpieza/pulido | Listo para ensamble |
Consumo de Gas | Bajo flujo / Baja presión | Alto flujo / Alta presión |
Optimización de Parámetros y Mantenimiento
Independientemente del gas elegido, la calidad del corte depende de la estabilidad del sistema. Por ejemplo, un mal ajuste en el piercing en el corte láser puede generar una salpicadura que ensucie la boquilla, afectando el flujo laminar del gas de asistencia y arruinando el acabado, incluso si usa nitrógeno de alta pureza.
Además, el uso de altas presiones con nitrógeno exige que el sistema de tuberías y sellos esté en perfectas condiciones. Incluir la revisión de reguladores de gas en su plan de mantenimiento preventivo evitará variaciones de presión que causen la formación de rebabas en la parte inferior de la pieza.
¿Cuál elegir para su negocio?
De acuerdo con el portal especializado Industrial Laser Solutions, el nitrógeno es ahora el estándar en el 80% de las aplicaciones de acero inoxidable debido a la eliminación de costos de limpieza secundaria.
Conclusión
En la comparativa de Corte de Acero Inoxidable con Nitrógeno vs. Oxígeno, la decisión se resume en el valor de su tiempo. Si su cliente exige calidad premium y usted busca reducir el trabajo manual en el taller, el nitrógeno es su mejor herramienta. En Soportec, configuramos sus equipos de fibra para que la transición entre gases sea eficiente, garantizando que cada corte sea un paso hacia la perfección.