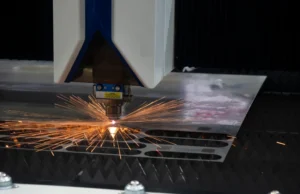
En el corte por láser de fibra, el trabajo no empieza cuando el cabezal se desplaza, sino en el instante en que el haz toca la superficie del metal en reposo. Este proceso se conoce como piercing (o perforación). Aunque para el ojo humano es un destello instantáneo, se trata de una secuencia de eventos térmicos donde el láser debe atravesar el espesor del material sin generar salpicaduras que destruyan los consumibles.
Entender la ciencia detrás del Piercing en el Corte Láser es la diferencia entre un taller que reemplaza boquillas cada hora y uno que opera con la eficiencia de un equipo GWIKE de alto rendimiento. En este artículo, desglosamos los tipos de perforación y los riesgos de una mala configuración.
¿Qué sucede realmente durante el Piercing?
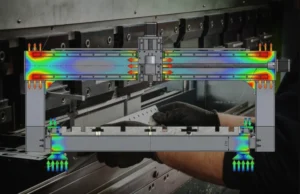
Cuando el haz láser impacta el metal, la densidad de potencia (medida en $W/cm^2$) debe ser lo suficientemente alta para fundir y vaporizar el material de inmediato. Sin embargo, en materiales gruesos, el metal fundido no tiene a dónde ir más que hacia arriba, lo que genera un riesgo inminente para la boquilla y el lente protector.
Para gestionar esta energía, los CNC modernos utilizan diferentes estrategias de perforación según el espesor y el tipo de material.
Tipos de perforación: estándar, pulsada y en rampa
No todos los metales reaccionan igual. La clave del éxito radica en elegir la técnica correcta para que el Piercing en el Corte Láser sea limpio y rápido.
1. Piercing Estándar (Impacto)
Es el método más agresivo. El láser dispara a máxima potencia de forma continua. Se utiliza exclusivamente en materiales delgados (menos de 3mm).
- Riesgo: Genera una explosión de material que puede obstruir el orificio de la boquilla si se usa en placas gruesas.
2. Piercing Pulsado
Aquí, el láser emite ráfagas de alta energía seguidas de breves pausas. Esto permite que el material se enfríe ligeramente entre pulsos, evitando que el agujero se ensanche demasiado. Es la técnica preferida para lograr precisión en materiales de espesor medio. Esta estabilidad es similar a la que buscamos al tratar con metales reflectantes (enlace interno: /corte-laser-metales-reflectantes-desafios-soluciones-fibra), donde el control del haz es vital.
3. Piercing en Rampa (Escalonado)
Es la técnica más avanzada para placas gruesas. El láser comienza con una potencia baja y una frecuencia específica, aumentándolas gradualmente a medida que penetra más profundo. Esto crea un canal de salida controlado para los gases y el metal fundido, protegiendo la integridad del cabezal.
Cómo un mal piercing arruina su producción
Un error de milisegundos en la configuración del piercing tiene consecuencias costosas:
- Destrucción de la Boquilla: Si el material fundido salta hacia atrás (back-spatter), se adhiere a la boquilla, alterando el flujo de gas y provocando cortes con rebaba.
- Contaminación del Lente Protector: Las micro-partículas calientes pueden perforar el flujo de gas de asistencia y llegar hasta la ventana protectora, lo que eventualmente requerirá un mantenimiento correctivo o el reemplazo de la óptica.
Inestabilidad Térmica: Un piercing excesivamente largo calienta el material circundante, lo que puede causar deformaciones, especialmente si el sistema de refrigeración por chiller no está operando en sus rangos óptimos.
Optimizando el Piercing en equipos GWIKE
Los sistemas de control de las máquinas GWIKE permiten ajustar parámetros de «frecuencia de perforación» y «ciclo de trabajo» de forma independiente a los parámetros de corte. Para optimizar este proceso, se recomienda:
- Ajustar la altura de perforación: Perforar a una altura ligeramente mayor que la de corte para alejar la boquilla del salpicado inicial.
- Sincronización del gas: Asegurarse de que el gas de asistencia (Oxígeno o Nitrógeno) esté fluyendo antes de que el láser se active.
De acuerdo con el portal técnico The Fabricator, optimizar el tiempo de piercing puede reducir el tiempo total de ciclo de una placa compleja hasta en un 15%, mejorando directamente el ROI del taller.
Conclusión
El Piercing en el Corte Láser es mucho más que un simple agujero; es el cimiento de una pieza de alta calidad. Dominar las técnicas de rampa y pulsado no solo protege sus consumibles Onsrud y sus ópticas GWIKE, sino que garantiza que cada pieza, desde la primera hasta la última, cumpla con los estándares de precisión que sus clientes exigen.